
What is the first thing that comes to our mind when we are falling short of hobbing capacity? Most likely, it will be adding new machines and then starting the process of procuring the machine, allocating the space and manpower other than regular expenses like oils, power etc.
Have we ever given a thought to the ideal capability of our existing CNC hobbing machines? It could be a possibility that we might be under-utilizing the machine capacities.
You would be surprised when you look at the maximum spindle RPM that the machine can run in comparison to what is running on the machine.
We find such a gap when the review process of machine capability is missing. Another part of the story is that, at times, users are not aware of the availability of better tool materials to support the increased cutting speed. With the ever-increasing volatility in business due to various unknown factors, we must find ways to avoid the huge capital investments, if the objective is achieved with the involvement of all stakeholders by changing the tool specifications.
We at ESGI have undertaken numerous projects from module range of 1 to 7 (mainly automotive) or Chain sprockets where, we have achieved substantial reduction in cutting time by not only changing the tool material but also optimizing the hob specifications like outside diameter, overall length, number of starts and number of gashes.
While undertaking the study, the foremost parameters to be taken into consideration are chip thickness, feed marks on component, the desired accuracy level of component, spindle & Cutting load.
Then the next critical part of the exercise is the implementation by conducting the trials. The process of trials is as important as the first part of supplying the right tool. The user conducting the trial must interact with the tool supplier on regular basis on the actual results and feedback. Since the process also includes key machine settings like Spindle RPM, Axial feed rate, shifting amount and V-offset to obtain the judicial mix of improved cutting time and better life per sharpening.
We are sharing below few case studies for which the trial was conducted.
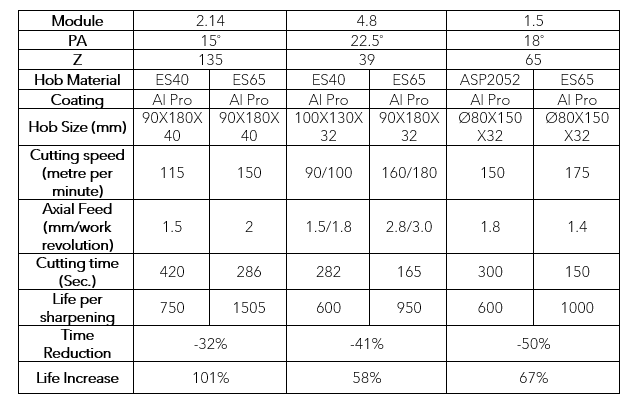
As is evident from the data, the results are encouraging with the reduction in cutting time as well increase in life per sharpening.
In view of the above, we must encourage such engineered study-based activity to improve production efficiency and at the same time reduce the cost per component and avoid capital investment.
In case, you want to discuss more such innovations & experiments, which can can increase the process efficiency, please feel free to connect with me.